

在现代工业制造领域,精密弹片作为关键的 functional parts(功能部件),在电子连接、电气开关、传感器检测、汽车安全系统等众多场景中发挥着不可替代的作用。而蚀刻加工弹片(Etched Spring)作为一种先进的微细加工技术,凭借其高精度、低成本、快速交付的独特优势,正逐渐成为精密弹片制造的主流工艺之一。本文将从工艺原理、技术特点、应用领域、选型要点等多个维度,为您全面解析蚀刻加工弹片这一技术。
核心关键词
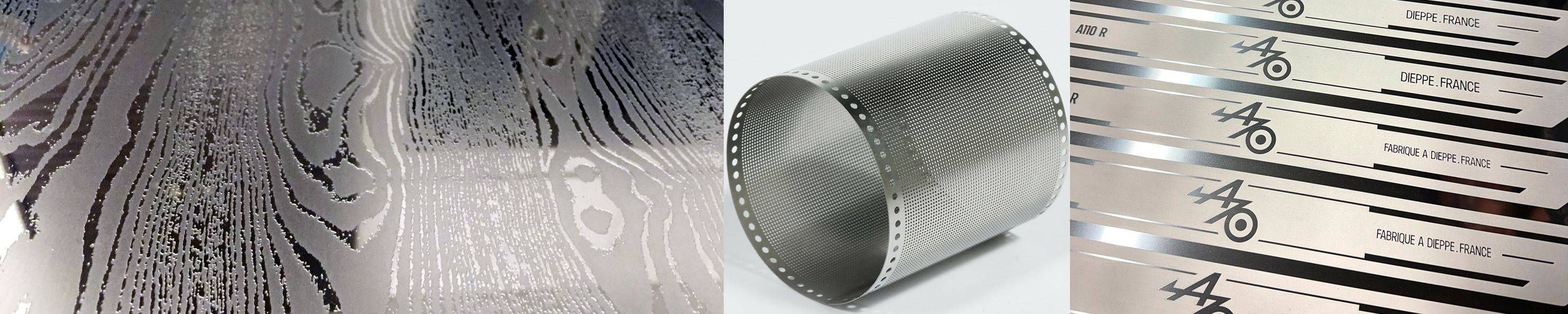
什么是蚀刻加工弹片
蚀刻加工弹片,英文称为 Etched Spring,是一种利用化学腐蚀原理对金属材料进行精密加工的工艺。与传统的机械冲压成型不同,蚀刻加工通过特制的感光抗蚀保护剂覆盖在金属板材表面,再利用曝光、显影、蚀刻等一系列化学处理工序,将设计图案转移到金属材料上,最终形成具有特定形状和弹性能的精密弹片部件。
这种工艺最早源于印刷电路板(PCB)和集成电路芯片的制造,随着技术的不断成熟和拓展,逐渐被引入到精密五金零件加工领域。特别是在一些小批量、多品种、高精度的弹片类产品制造中,蚀刻工艺展现出了传统冲压工艺难以企及的优势。
技术定义
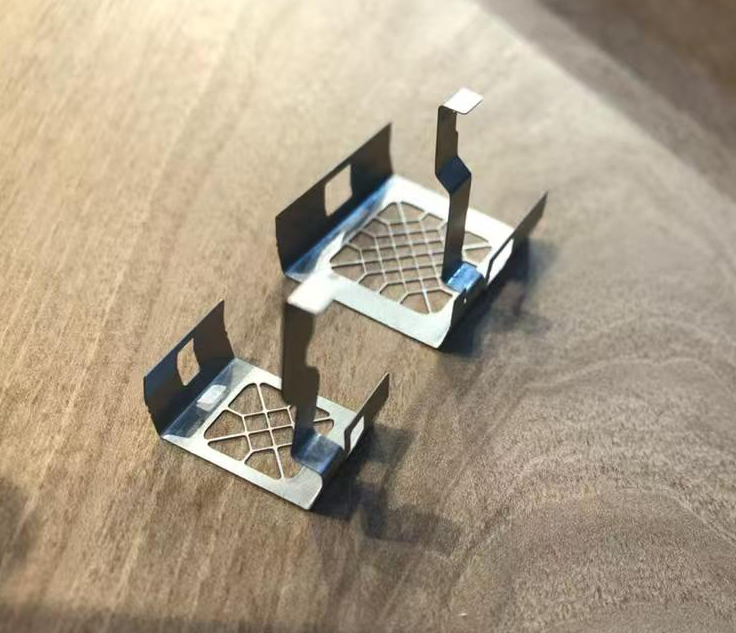
蚀刻加工弹片是指使用化学蚀刻方法,在金属薄板材料上加工形成具有弹性功能的精密零件。这种弹片通常厚度在 0.02mm 至 1.5mm 之间,线宽线距可达到 ±0.01mm 的极高精度水平。
蚀刻加工工艺流程详解
蚀刻加工弹片的生产制造是一个系统性的化学与物理过程,主要包含以下几个核心工序环节:
1. 材料预处理
材料的选择和前处理直接决定了最终弹片产品的品质。常用的弹片金属材料包括不锈钢(如 301、304、316L)、铍铜(C17200、C17510)、磷青铜(QSn6.5-0.1)、黄铜(H62、H65)、镍钛合金等。材料进场后需要进行脱脂清洗、干燥处理,确保金属表面无油污、氧化物和其他杂质,这是保证蚀刻均匀性和附着力的前提条件。
2. 涂覆感光抗蚀剂
在清洁的金属板材表面均匀涂布一层液态光敏抗蚀剂,通常采用滚涂或浸涂方式。涂布厚度根据弹片设计厚度和精度要求,一般控制在 5-25 微米之间。涂覆后进行预烘烤,使抗蚀剂形成均匀的薄膜层。
3. 曝光图形转移
将设计好的弹片图案制作成光绘菲林(光掩模),然后通过紫外线曝光机将图案转移到涂有感光抗蚀剂的金属板上。这一步骤是整个蚀刻工艺的核心环节,曝光图形的精度直接决定了弹片的几何尺寸精度。
4. 显影处理
曝光后的金属板进入显影工序,使用碱性显影液将未曝光区域的抗蚀剂溶解去除,而曝光固化的区域则保留下来形成保护层。显影后需要水洗和干燥处理。
5. 化学蚀刻
这是最关键的成形步骤。将显影处理后的金属板浸入配置好的蚀刻液中,常用的蚀刻液包括三氯化铁溶液、硝酸系蚀刻液、硫酸系蚀刻液等。蚀刻液与暴露的金属发生化学反应,将其溶解去除,而有抗蚀剂保护的区域则被保留下来,形成弹片的基本形状。
6. 去膜和后处理
蚀刻完成后,使用去膜液将金属表面的保护抗蚀剂层去除干净。然后进行清洗、干燥、整平、检测等后处理工序。对于一些有特殊性能要求的弹片,还需要进行热处理、表面镀层、电泳涂装等二次加工。
蚀刻弹片的技术优势
相比传统的冲压成型工艺,蚀刻加工弹片具有多方面的显著优势,这也是近年来该工艺快速发展的重要原因:
无应力加工
蚀刻属于化学溶解加工,金属材料在加工过程中不受机械冲击和压力,不产生残余应力,弹片的弹性和疲劳性能更加稳定可靠。
无毛刺成型
化学腐蚀形成的边缘自然平滑,无需额外的去毛刺工序,特别适合薄壁精密弹片的一次性成型,减少了加工工序和成本。
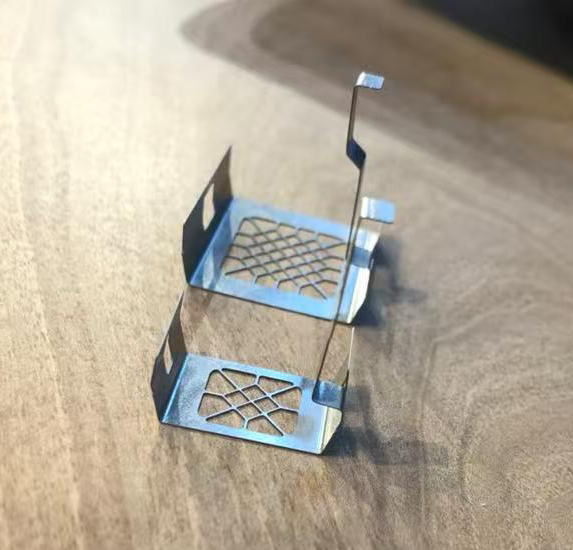
复杂形状自由度高
只要可以设计出来的图案,就可以蚀刻加工,不受模具限制。对于带有复杂曲线、内腔、镂空结构的弹片,蚀刻工艺具有独特优势。
小批量成本优势
无需开模费用,图案更改灵活快捷,非常适合小批量试制、多品种定制和快速原型开发,有效降低研发成本和周期。
极高加工精度
采用先进的光绘和蚀刻技术,线宽线距公差可控制在 ±0.01mm 以内,满足精密电子连接器和传感器等高端应用需求。
材料选择广泛
可加工各种金属材料,包括硬脆材料、异形材料,以及多层复合材料,满足不同应用场景的特殊性能要求。
主要应用领域
蚀刻加工弹片凭借其优异的性能特点,在多个工业领域获得了广泛应用:
| 应用领域 | 具体应用 | 性能要求 |
|---|---|---|
| 消费电子 | 手机SIM卡座连接弹片、耳机麦克风振膜、智能手表充电触点 | 高弹性回复率、耐插拔、低接触阻抗 |
| 汽车电子 | 安全气囊触发开关、座椅调节电机连接、仪表盘传感器 | 高可靠性、耐振动、耐高温 |
| 医疗器械 | 一次性注射器针座、心电电极贴片、微创手术器械部件 | 生物相容性、高洁净度、精密控制 |
| 通信设备 | 光模块金手指、射频同轴连接器、天线弹片 | 高频特性、低信号损耗、稳定性 |
| 工业自动化 | 继电器触点、限位开关弹片、编码器码盘 | 高寿命、耐磨损、一致性好 |
| 新能源领域 | 动力电池连接片、汇流排、储能系统接插件 | 高导电性、低温升、大电流承载 |
蚀刻弹片 vs 冲压弹片的对比
很多采购者和工程师在选择弹片加工工艺时,经常会在蚀刻和冲压两种工艺之间犹豫。下面从多个维度进行详细对比:
蚀刻工艺优势
- 无需模具费用和模具制作周期
- 图案设计修改灵活,周期短
- 无冲压应力,弹性能更好
- 边缘无毛刺,表面质量高
- 适合薄材料(0.02mm起)
- 复杂图案无额外成本
冲压工艺优势
- 大批量生产成本更低
- 单件加工速度更快
- 材料厚度可达3mm以上
- 适合简单形状大批量生产
- 量产一致性极高
- 设备投资相对较低
综合来看,选择哪种工艺需要根据具体的产品需求、订单数量、精度要求等因素综合考虑。对于小批量多品种、精度要求高、形状复杂、样品试制等场景,蚀刻弹片是更优选择;而对于大批量简单形状、厚度较厚的应用,冲压工艺则更具成本优势。
材料选择指南
弹片材料的选择对最终产品的性能至关重要,需要根据使用环境和性能要求进行合理选型:
不锈钢系列
301不锈钢具有良好的弹性和耐腐蚀性,是最常用的弹片材料之一;304不锈钢耐腐蚀性能优异,适用于潮湿环境;316L不锈钢含钼元素,耐氯离子腐蚀能力强,适合海洋环境或化工应用。
铍铜合金
铍铜是弹片材料的"贵族",具有极高的弹性极限、良好的导电性和疲劳性能,经过适当的热处理后可以达到非常优异的弹性能,但材料成本和加工成本都相对较高,主要应用于高端精密电子连接器。
磷青铜
磷青铜具有良好的弹性、耐磨性和加工性能,导电性能也不错,是性价比较高的弹片材料选择,广泛应用于一般工业和消费电子领域。
常见问题解答
蚀刻弹片的最小厚度能到多少?
目前成熟的蚀刻工艺可以加工 0.02mm 厚度的金属薄片。但需要注意的是,材料越薄,加工难度越大,成品率越低,成本也越高。一般建议常规产品选择 0.05mm 以上厚度,经济性和加工性更好。
蚀刻弹片的尺寸精度能达到多少?
标准精度可以做到 ±0.03mm,部分高精密工艺可以达到 ±0.01mm。但精度要求越高,对材料、设备、工艺控制的要求也越高,相应成本会增加。建议根据实际应用需求合理确定精度要求。
蚀刻弹片有最小起订量要求吗?
相比冲压工艺,蚀刻工艺对起订量要求更低,这也是其重要优势之一。一般蚀刻加工厂可以承接 50-100 件的小批量订单。当然,如果订单数量过少,开机费用分摊会导致单价较高,建议与厂家沟通确认具体报价。
蚀刻弹片需要进行表面处理吗?
这取决于应用场景和性能要求。常见的表面处理包括镀金(提高导电性和焊接性)、镀镍(防氧化)、镀锡(助焊接)、电泳涂装(绝缘保护)、钝化处理(增强耐腐蚀性)等。建议与供应商充分沟通您的具体需求。
蚀刻弹片的交货周期一般是多久?
标准订单的交货周期一般为 7-15 个工作日,具体取决于订单数量、复杂程度、材料备货情况等因素。如果需要加急处理,可以与厂家协商,通常需要支付额外的加急费用。
如何选择蚀刻弹片供应商
市场上蚀刻加工厂家众多,质量参差不齐,选择合适的供应商对于确保产品质量和项目成功至关重要。以下是几点选择建议:
1. 设备能力评估
了解供应商的蚀刻设备状况,包括曝光机精度、蚀刻设备自动化程度、洁净车间等级等。先进的设备是保证加工精度和品质稳定性的基础。
2. 材料供应链
优质供应商通常与国内外知名金属材料厂商建立稳定合作关系,能够提供多种规格和品牌的原材料选择,并且可以提供材料原厂证明和品质保证。
3. 工艺经验积累
考察供应商在弹片蚀刻领域的技术积累和项目经验,特别是在您所在行业的应用案例。经验丰富的供应商能够更好地理解产品需求,提供专业的技术建议。
4. 品质管控体系
了解供应商的品质检验流程和标准,是否具备 ISO 9001、IATF 16949 等质量体系认证。完善的来料检验、过程检验和出货检验体系是品质稳定性的保障。
5. 一站式服务能力
考虑供应商是否能够提供从图纸设计优化、材料推荐、表面处理到包装出货的一站式服务,减少沟通成本和物流周转,提升整体采购效率。
蚀刻弹片的设计要点
在产品设计阶段就充分考虑蚀刻工艺的特点,可以有效避免后续的加工困难和成本增加:
拔模角度:虽然蚀刻是垂直腐蚀,但考虑到蚀刻液的流动性,图纸设计中添加 2-5° 的轻微拔模角度可以获得更好的边缘质量和成品率。
最小线宽和间距:根据材料厚度确定合适的线宽线距,一般经验公式是最小线宽应大于材料厚度的 1.5 倍,过细的线条容易产生坍塌或变形。
圆角设计:所有尖角位置都应采用圆角过渡,推荐最小圆角半径不小于 0.15mm,这样可以减少应力集中,提高弹片的疲劳寿命。
定位孔设计:在弹片胚料上设计合适的定位孔,有利于蚀刻加工时的精确定位和后工序的自动化处理,提高产品一致性和生产效率。
总结
蚀刻加工弹片作为一种成熟可靠的精密制造工艺,在现代工业生产中扮演着越来越重要的角色。它以化学腐蚀的方式实现了无应力、无毛刺、高精度的弹片成型,特别适合精密电子、汽车零部件、医疗器械等领域的高品质弹片需求。随着材料科学的进步和加工工艺的不断优化,蚀刻弹片的应用范围还在持续扩大。
如果您正在寻找蚀刻加工弹片的解决方案,建议首先明确自己的产品需求,包括材料选择、精度要求、数量规模、预算范围等,然后与专业的蚀刻加工厂家进行深入沟通,获取针对性的技术方案和报价。在选型过程中,充分考虑供应商的技术能力、品质管控水平和服务响应能力,将有助于找到最适合您项目的合作伙伴。